LA
FONDERIE
| Accueil | La fonderie | Historique | Les procédés | Les sables de moulage | Prototypage | Glossaire |
| Liens | Forum |
Le prototypage
Avant
de lancer la production en série d'une pièce, il
est
important pour les fonderies sable, de fournir à son client
un
prototype vrai matière et ce dans des délais les
plus
courts possibles. En effet, le client est souvent soucieux de savoir si
la pièce convient ou non. Le fondeur cherche alors
à
réaliser un prototype dont le coût de fabrication
sera le
plus faible possible, et le temps d'étude le plus court
possible. Il existe pour cela des méthodes dites de
"prototypage
rapide" qui servent à obtenir des pièces le plus
simplement possible:- La stéréolithographie
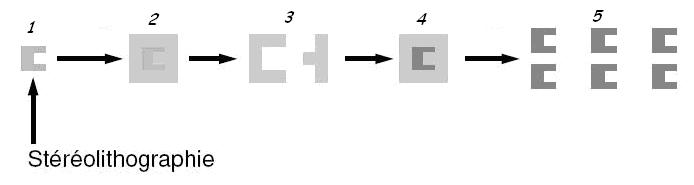
1) Un modèle
en résine est fabriqué par
stéréolithographie.
2) Du silicone est coulé tout autour du modèle en résine.
3) Après solidification du silicone, le modèle est démoulé.
4) De modèles en cire peuvent être coulés en cire dans le moule en silicone.
5) La fabrication en petite série de modèles en cire est réalisée.

2) Du silicone est coulé tout autour du modèle en résine.
3) Après solidification du silicone, le modèle est démoulé.
4) De modèles en cire peuvent être coulés en cire dans le moule en silicone.
5) La fabrication en petite série de modèles en cire est réalisée.
- Le frittage
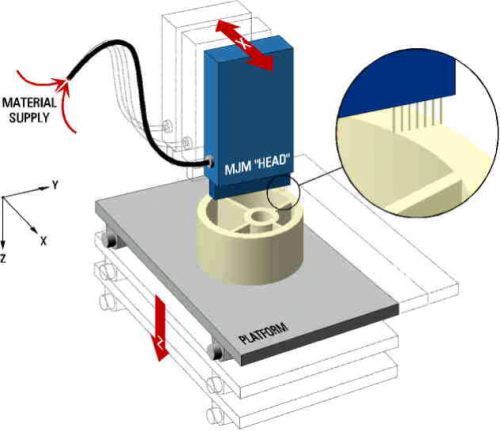
- Le thermojet